Problem after problem gradually solved one after another..
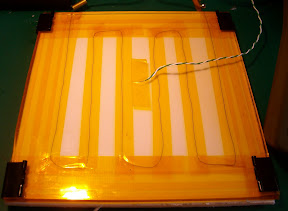
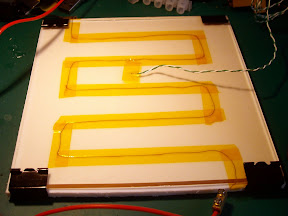
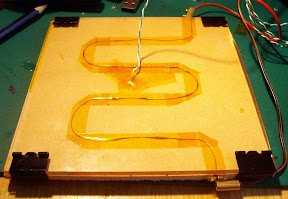
First problem was making the raft stick to Perspex eventually solved by fine tuning the first layer of the raft.
It must be slightly squashed but not so squashed that the extruder cant extrude.. and the filament kinks into a coil filling the space between the drive and the insulator.
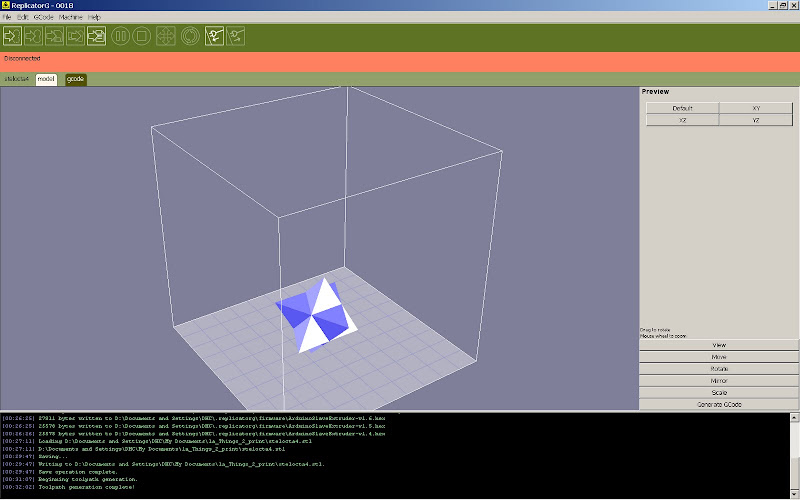
Next problem make sure you have the latest version of Repsnapper not the version pointed to by the RepRap WIKI the latest version is in the source in a directory called release. Though I'm not sure exactly what the difference is between the two windows version in the source other than they have slightly different UI interfaces.
Next I found a bug in raft creation on Repsnapper its only shows if acceleration is not turned on. the second layer of raft creates G-code that has the E value missing for the middle section of the second layer the first 4 passes are OK then the middle section E values are missed out then the last 4 passes of the layer are OK.
G1 X102.59 Y94.0193 E82.5899 F2300
G1 X20 Y92.0193 E82.5899 F2300
G1 X102.59 Y90.0193 E82.5899 F2300
G1 X20 Y88.0193 E82.5899 F2300
G1 X102.59 Y86.0193 E82.5899 F2300
G1 X20 Y84.0193 E82.5899 F2300
G1 X102.59 Y82.0193 E82.5899 F2300
G1 X20 Y80.0193 E82.5899 F2300
G1 X102.59 Y78.0193 F2300
G1 X20 Y76.0193 F2300
G1 X102.59 Y74.0193 F2300
G1 X20 Y72.0193 F2300
G1 X102.59 Y70.0193 F2300
G1 X20 Y68.0193 F2300
G1 X102.59 Y66.0193 F2300
G1 X20 Y64.0193 F2300
G1 X102.59 Y62.0193 F2300
G1 X20 Y60.0193 F2300
G1 X102.59 Y58.0193 F2300
G1 X20 Y56.0193 F2300
G1 X102.59 Y54.0193 F2300
G1 X20 Y52.0193 F2300
G1 X102.59 Y50.0193 F2300
G1 X20 Y48.0193 F2300
G1 X102.59 Y46.0193 F2300
G1 X20 Y44.0193 F2300
G1 X102.59 Y42.0193 F2300
G1 X20 Y40.0193 F2300
G1 X102.59 Y38.0193 F2300
G1 X20 Y36.0193 F2300
G1 X102.59 Y34.0193 E82.5899 F2300
G1 X20 Y32.0193 E82.5899 F2300
G1 X102.59 Y30.0193 E82.5899 F2300
G1 X20 Y28.0193 E82.5899 F2300
G1 X102.59 Y26.0193 E82.5899 F2300
G1 X20 Y24.0193 E82.5899 F2300
G1 X102.59 Y22.0193 E82.5899 F2300
G1 X20 Y20.0193 E82.5899 F2300
G1 F70 ;Move Z
G1 Z3.3 F70 ;Move Z
Switch acceleration on and its all fixed.. strange bug..
However the accelerated G-code also seems to have a very high number of feed rate setting G codes added that are identical.
G1 F2300
G1 X23 Y94.0193 E3 F2300
G1 X99.5899 Y94.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y92.0193 F2300
G1 X23 Y92.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y90.0193 F2300
G1 X99.5899 Y90.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y88.0193 F2300
G1 X23 Y88.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y86.0193 F2300
G1 X99.5899 Y86.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y84.0193 F2300
G1 X23 Y84.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y82.0193 F2300
G1 X99.5899 Y82.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y80.0193 F2300
G1 X23 Y80.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y78.0193 F2300
G1 X99.5899 Y78.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y76.0193 F2300
G1 X23 Y76.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y74.0193 F2300
G1 X99.5899 Y74.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y72.0193 F2300
G1 X23 Y72.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y70.0193 F2300
G1 X99.5899 Y70.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y68.0193 F2300
G1 X23 Y68.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y66.0193 F2300
G1 X99.5899 Y66.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y64.0193 F2300
G1 X23 Y64.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y62.0193 F2300
G1 X99.5899 Y62.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y60.0193 F2300
G1 X23 Y60.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y58.0193 F2300
G1 X99.5899 Y58.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y56.0193 F2300
G1 X23 Y56.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y54.0193 F2300
G1 X99.5899 Y54.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y52.0193 F2300
G1 X23 Y52.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y50.0193 F2300
G1 X99.5899 Y50.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y48.0193 F2300
G1 X23 Y48.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y46.0193 F2300
G1 X99.5899 Y46.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y44.0193 F2300
G1 X23 Y44.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y42.0193 F2300
G1 X99.5899 Y42.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y40.0193 F2300
G1 X23 Y40.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y38.0193 F2300
G1 X99.5899 Y38.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y36.0193 F2300
G1 X23 Y36.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y34.0193 F2300
G1 X99.5899 Y34.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y32.0193 F2300
G1 X23 Y32.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y30.0193 F2300
G1 X99.5899 Y30.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y28.0193 F2300
G1 X23 Y28.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y26.0193 F2300
G1 X99.5899 Y26.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y24.0193 F2300
G1 X23 Y24.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F2300
G1 X23 Y22.0193 F2300
G1 X99.5899 Y22.0193 E76.5899 F2300
G1 X102.59 E3 F2300
G1 F2300
G1 X99.5899 Y20.0193 F2300
G1 X23 Y20.0193 E76.5899 F2300
G1 X20 E3 F2300
G1 F70 ;Move Z
G1 Z3.3 F70 ;Move Z
As my Rep strap Mendel was so loud I rebuilt all axis removing the skate bearings and using some linear bearings its much quieter now (i.e you cant hear it outside the Home Office)
The next problem is Y belt jump/bounce I'm not sure if this is a common problem as I haven't seen it mentioned any where so It must be some thing peculiar to my set up.
I'm still using the original 80 thou" pitch belt bought from the RRRF ages ago. or 2.032mm pitch belt cut down to 4mm wide.
looking at a scanner that has a similar length of movement with a similar un-wired belt, I will try to simplify the rep strap Mendel drive to be more like the scanner drive belt system.
I do hope some one finds a neat way to re-cycle ABS waste as I have a growing collection building in a cardboard box now.
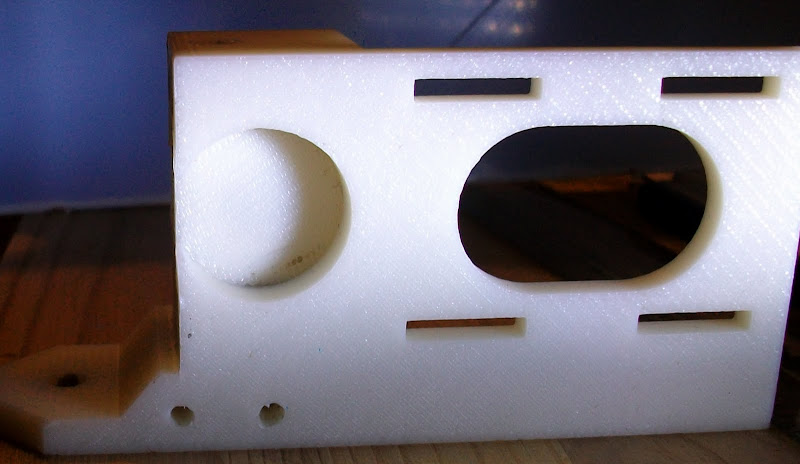
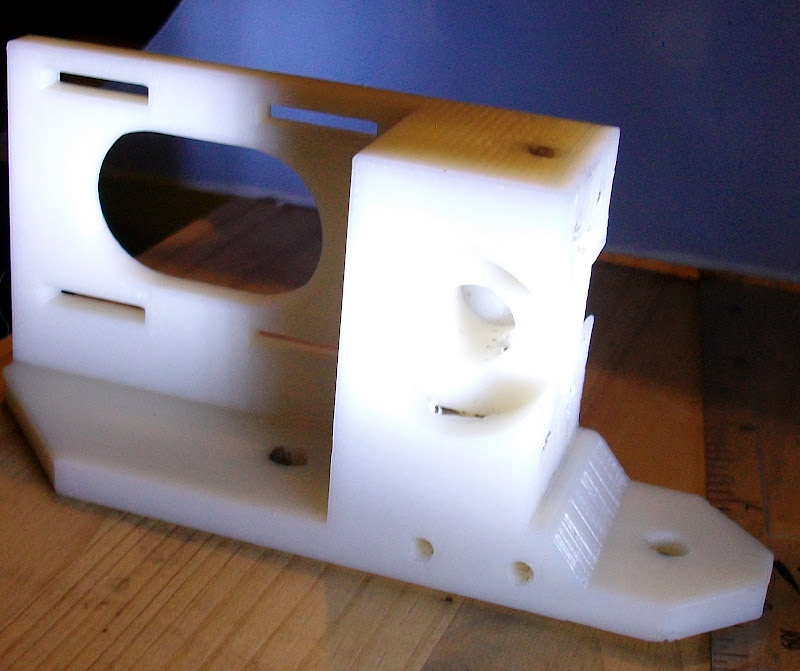
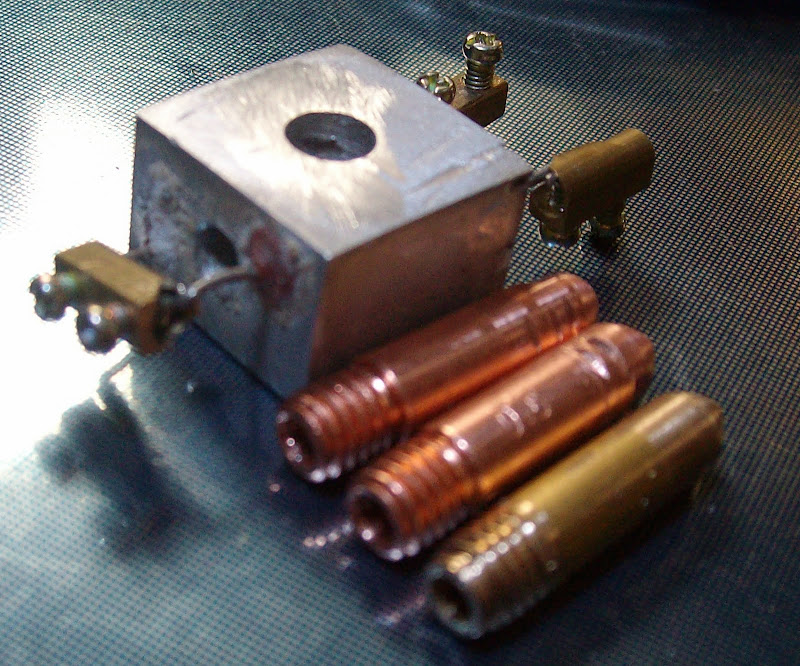
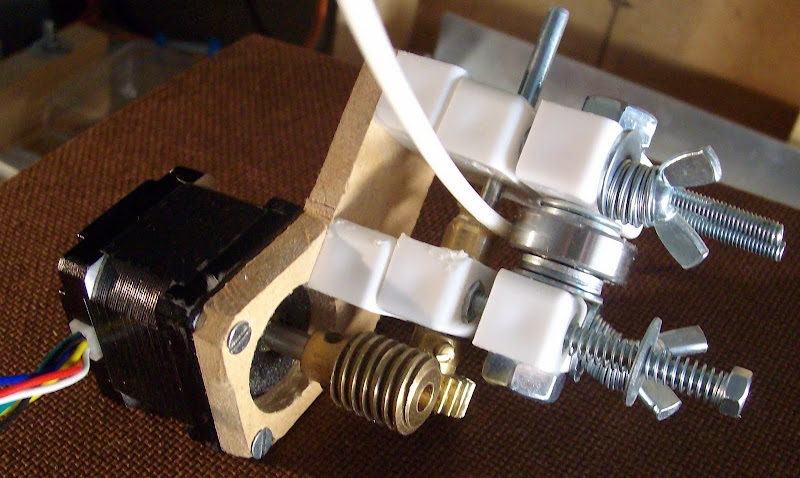
I'm very pleased with the performance of my Mk5.5 Worm drive extruder that uses only 40mm of 16mm peek insulator with a 4.2mm hole through it and a 0.6mm welding tip with nichrome wire wraped around it. with a 4.2mm hole through it details and drawing I will post later.






















{kind=link}