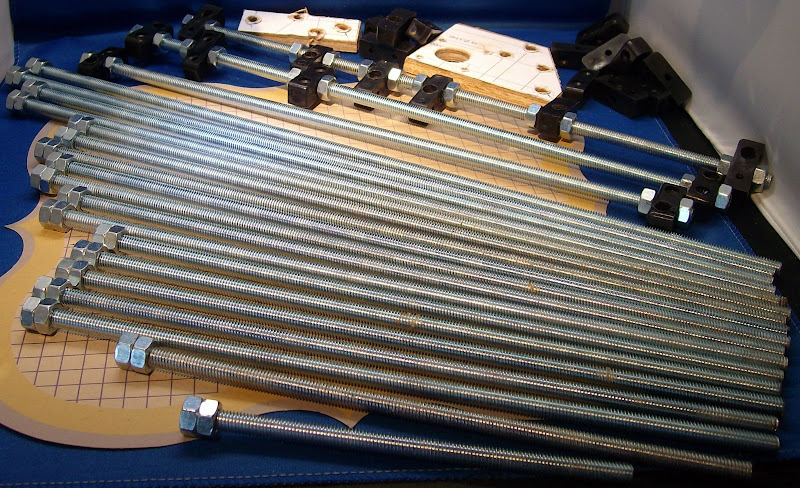
For those who don't live by KISS it is the Acronym for Keep It Simple Stupid I like this principal and that of spending as little as possible to achive my goal. Also currently being without income is another contibuting factor to this need.
So from watching and pausing the excelent overview Videos then examining the drawings and pictures made by triffid.hunter and : swighton I have been able to build my low cost low tech version of Mendel using a few Nylon Corner Blocks I will attempt to build the Mendel frame from scratch in a day/weekend here goes. a pictorial build. Start time Saturday 12 December 8:30am.
 |
| From Blogger Pictures |
 |
| From Blogger Pictures |


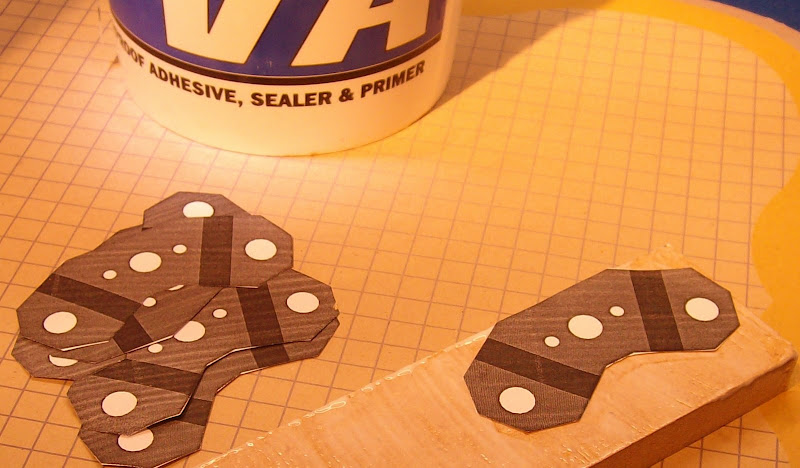
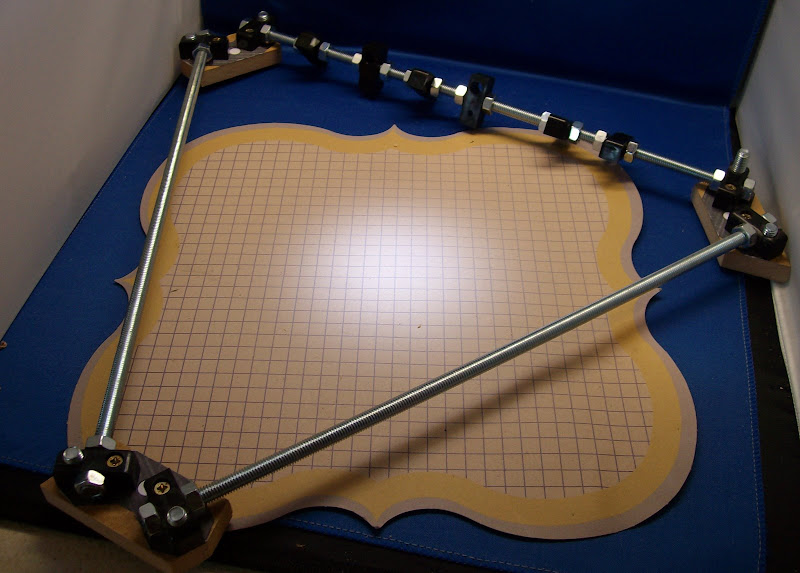
The Esential Build tool for making any kind of Repstrap with Nylon Corner Blocks a build Gauge so all bars are Eactly the same size Ideal for Kebab Quality control.

In use.. Making the plain side bar Two required.

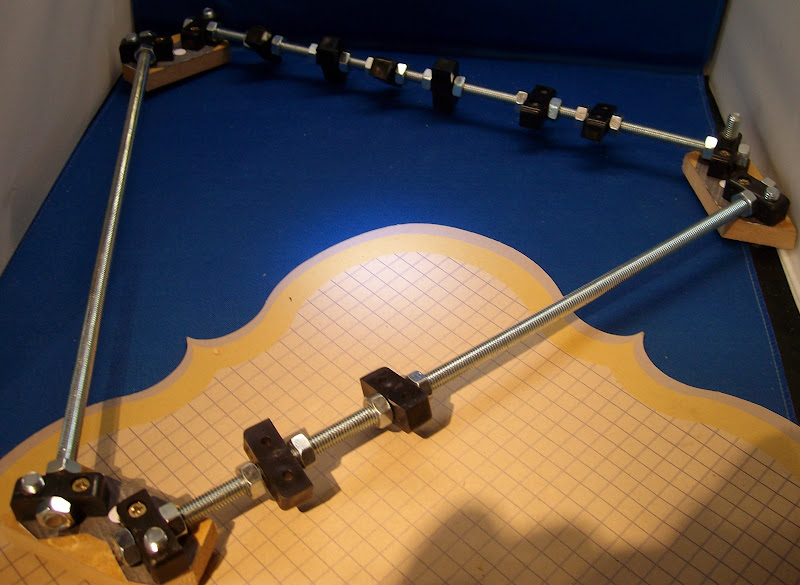
Making the motherboard and extruder mounting side bar 2 required.
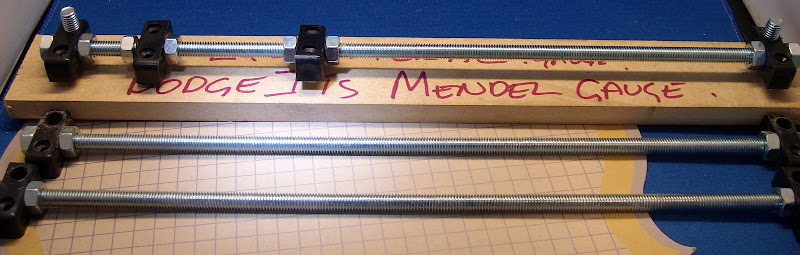
Making the bottom bar with Stepper controller mounting board 2 Required Note both pairs with extra Nylon Corner Block made as mirror images of each other.
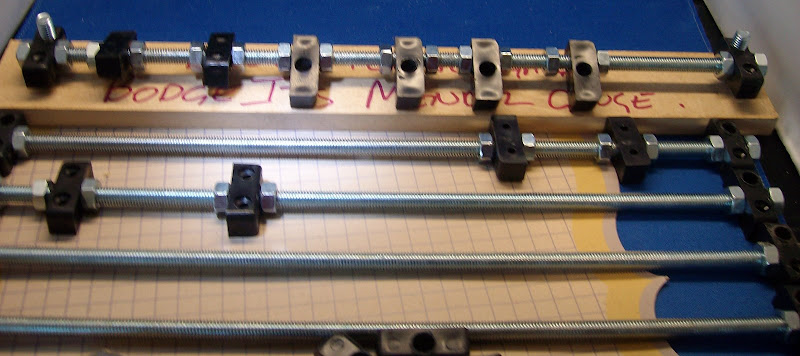
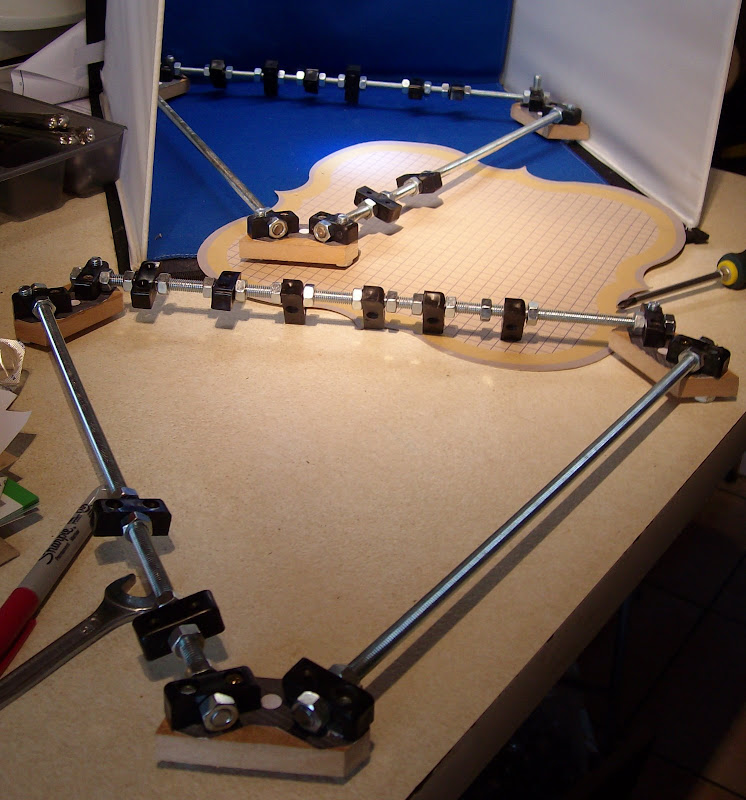
All the Kebabs made Time for a quick Coffee Break and two slices of Toast.. The I will see if the Sides are Equilateral when mounted on the blocks.
Wey Hey it worked.. well it looks Equal onlt time will tell thou.
Out of focus sorry Detail of the Nylon Corner Block mounting using one wood screw to hold it together.

Now to make the other side.. Oh mistake no 1 above I did not use the Mother board side bar it became obvios as I had two for the next Mendel side.. Opps.
And two together..
Next to put the two together... off to read the Mendel assembly guide... not sure which is the next bar to use..
Hmm Slight change to Mendel design Nylon Corner Block Mendel Needs Legs Have used White Nylon Blocks to make the Legs stand out I have also made Nylon Block type 3 wich has an 8mm hole for the slider bar and one of the two holes drilled out to 8.5mm.

Build so Far Sarurday 16:42 build time 7.92 hours Tea break time as Midge is back from Art Class.

Time to make some more wooden bits for the slider rails for the Z axis as the bars are no diffrent from the corner blocks I will make two more corner blocks and fit the forth type of Nylon corner block this will have a the single hole drilled out to an 8mm hole to grip the Z slider rods and will be screwed to these two new wood bits.
The build will not fitt in the photo booth now! It also needs to be squared up as it has a 2mm wobble the same as a Darwin needs Squaring up the wobble on Mendel seems less than the two Darwins I built so its looking good.
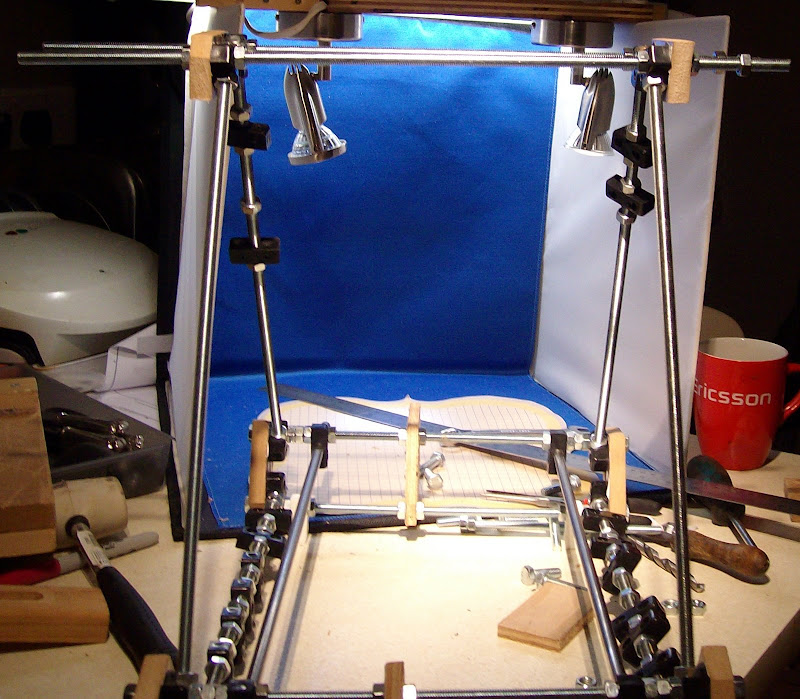
Basic assemble of the frame completed now I just need to add the X and the Y Axiss to finish..
Jobs to do Make X carridge assembly Make motor mounts for Z and X and sliders. Make Stepper controller mounting board Make motherboard-Extruder controller mounting board. Make build platform board.
Saturdat 17.49 Build time almost nine hours and a break for Merlin.
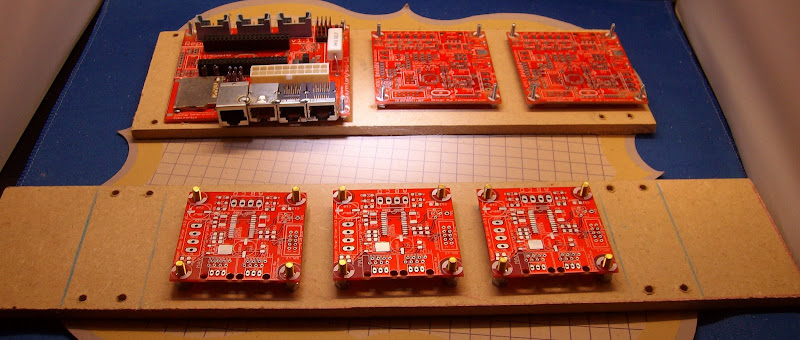
Made the following PCB mounting boards and drilled the 8 4mm holes in each to suit the Nylon corner blocks. Layed out the PCBs and drilled the other holes to mount the PCBs.
Motherboard mounting board 290mm X 98mm x 6mm
Stepper mounting board 380mm X 80mm x 6mm
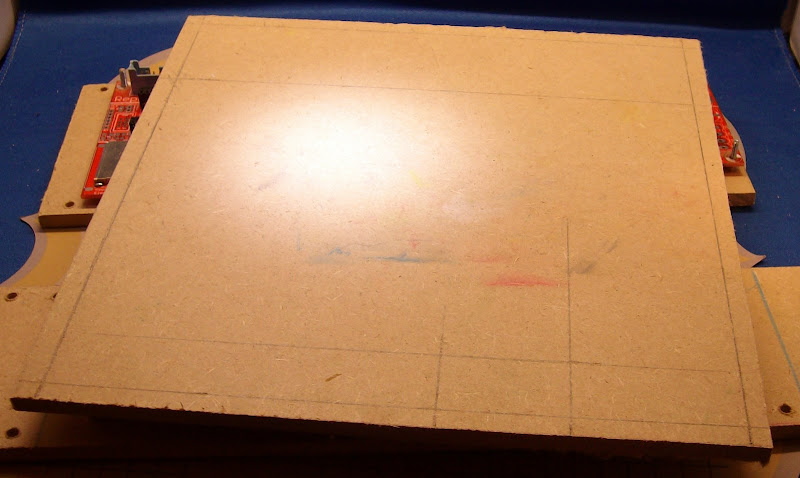
Made the other thick pannel boards
Print base board 230mm X 200mm x 6mm
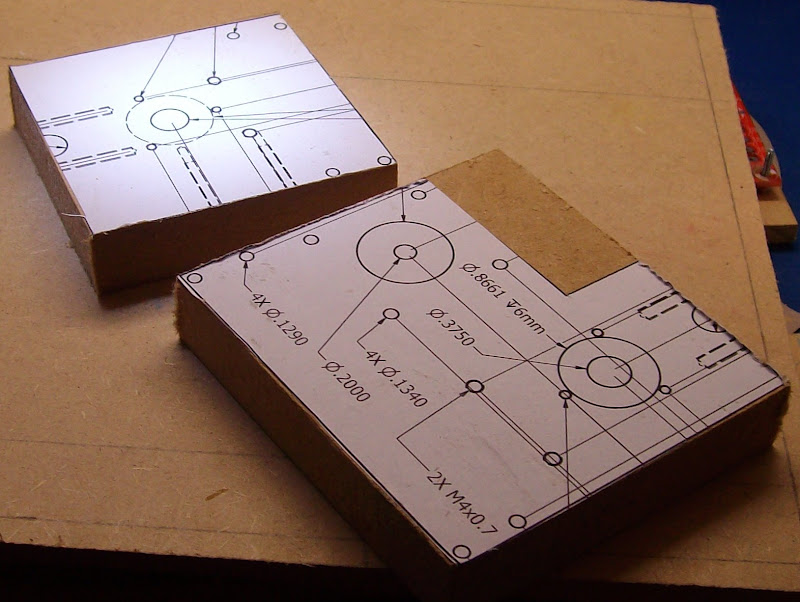
Z slider mounting pieces.

Midnight Saturday 11 hours spent on the Mendel build End of Day one.