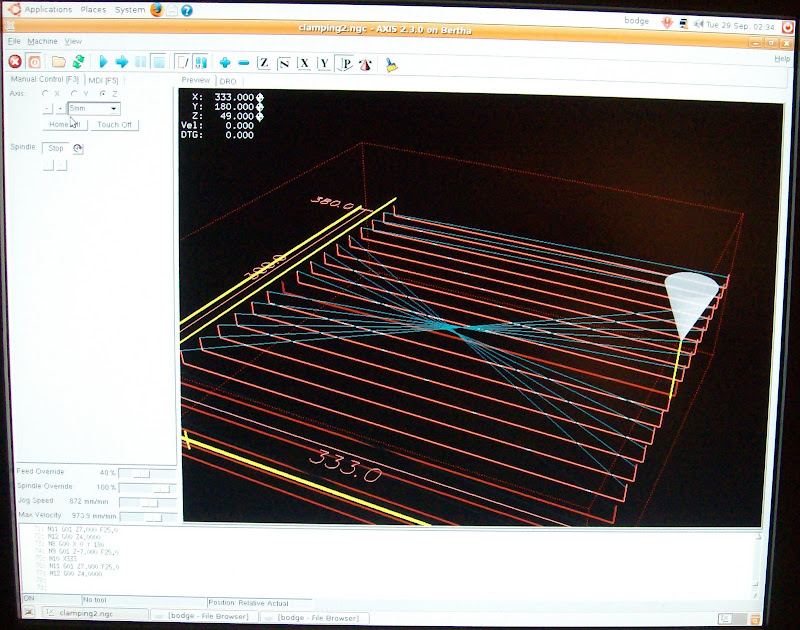
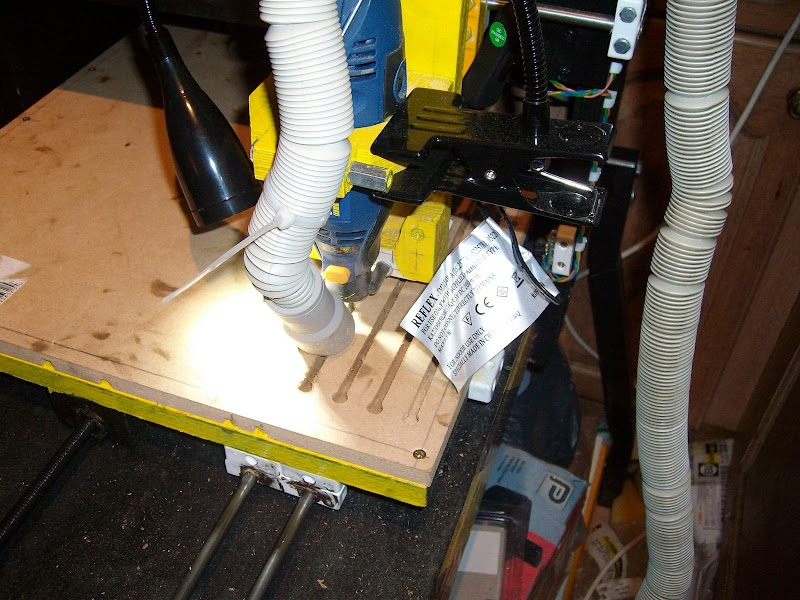
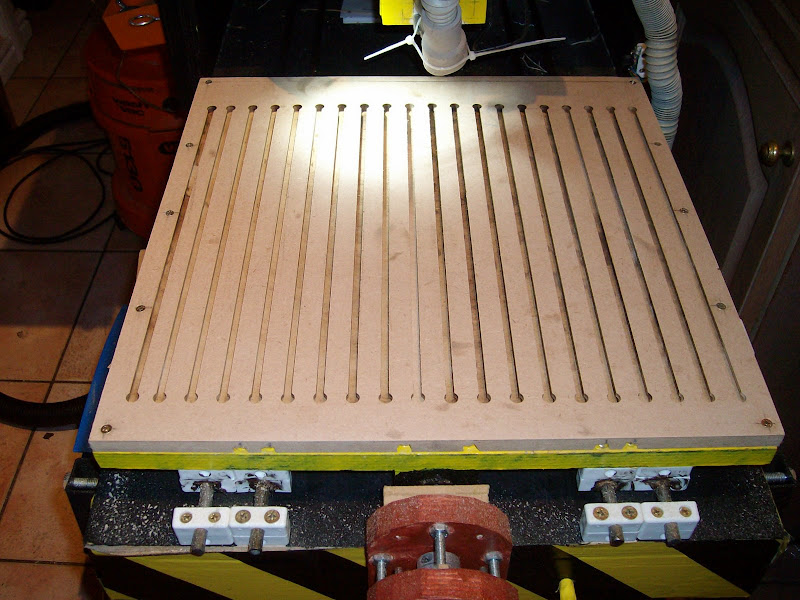
Using the Dremel Key hole router bit 655 not quite its intended use but it works well once I figured out that 10mm a min was the best speed for a 7mm deep cut and almost the slowest speed on the look alike avoided MDF burning smell. so it takes 30Min's per slot to cut there are 19 slots ie every 20mm. I also learn a little G code in the process.
The process has identified that I forgot to put the collar back on the X axis drive shaft when I added the two extra runner on the X axis. Oops so there was a 2mm difference between the start point of the first X T slot to the start of the last X T slot. As the Slots are only for Clamping stuff down is no big problem tho.
The bigger problems are:-
Finding a reliable way to set spindle speed on the look alike.
Finding a way to stop the filters blocking on the hover when cutting MDF.
Modifications required:
Fit the Collar on the X axis.
Upgrade Y and Z Axis's to have motor couplers, bearings and collars like X instead of Plastic tube and tie wraps... Coupling... Thou neither the Y or Z axis had any measurable error like the X had.. the solution for X is more mechanically stable thou..
An electronic switch to turn the spindle on and off.
An electronic switch to turn the hover on and off.
Maybe make some kind of spindle speed detector to have complete control of spindle speed.
2 comments:
Hi, just thought I'd chip in with an idea for the mdf-hoover-blocking problem. There was a post on hackaday on how to make a cheap cyclone separating "filter" like you get in dyson hoovers. Only took a few drink cups, cardboard and some duct tape, might be worth looking into?
Aha.. I acquired the Cyclone top an bottom parts of an old original Dyson its in the garden having an environmental wash, as it was in quite a disgusting state.
Its a pity I didn't get the rest of it Midges daughter had thrown it out in her first attempt of clearing the previous owners junk out the garage of her new house.
So I still have yet to work out which of the holes is used for what. I will pop along and look on hackerday as it will give me an idea. Thank you.
Post a Comment